Míg korábban a fémnyomtatási technológiákkal készült darabok a prototípusgyártást forradalmasították 70-75 százalékkal csökkentve a prototípusok előállításának idejét, addig napjainkban a szériatermelés kerül előtérbe. Az alkatrészgyártás területén a hagyományos eljárásokhoz képest az additív fémnyomtatás 40-85 százalékkal gyorsabban képes előállítani bonyolult geometriájú alkatrészeket. Az így elkészült darabok közül egyre több fémnyomtatott alkatrész felel meg a szigorú ellenőrzéseken, és kapja meg a gyártástechnológiai jóváhagyást.
Az additív gyártás iránt nagy érdeklődést tanúsít a repülőgép- és az űripar, a gépjárműgyártás, az energetikai ipar, valamint az orvostechnika, ezen belül az egyéni igényekre szabott protézis- és szervgyártás. A repülőgép- és az autóiparban a súlycsökkentés az igazi hajtóerő. Az energetikai szektorban a turbinalapátok, komplex üzemanyag-befecskendezők létrehozásában hatalmas szerep jut a nyomtatásnak. Egyre több termék gyártásánál kísérleteznek azzal, hogy a hagyományos eljárásokat innovatív technológiára cseréljék.
Új termékek additív gyártáshoz
A gázok láthatatlanok, szerepük mégis lényeges az additív gyártás során. Az eljárás, illetve az alapanyag függvényében különböző tisztaságú gázokat alkalmaznak védő, szállító vagy hűtési feladatokra. A Messer az additív eljárások számára Addline néven új termékcsoportot hozott létre.
A gázoknak fontos szerep jut az alapanyagok, a minőségi fémporok gyártásában, valamint a 3D-nyomtatási környezetben a nedvesség és az oxigén távoltartásában, továbbá hatással vannak a gyors olvasztási és szilárdulási folyamatra. Az oxigén jelenléte nem kívánatos sem az alapanyaggyártásnál, sem a 3D-nyomtatásnál, mivel a keletkező oxidok károsan hatnak a végtermék minőségére, negatívan befolyásolják a porok alakját, a nyomtatással készült termékek mechanikai tulajdonságait, nyomtathatóságát. Ezért a fémporok gyártásánál és az additív gyártási környezetben a cél a 100 ppm (0,01%) alatti oxigénszint biztosítása. Az ehhez alkalmazott gázok 5.0 tisztaságúak (99,999%), illetve 2 ppm alatti O2 és legfeljebb 3 ppm H2O szennyezőt tartalmazhatnak. A megfelelő minőség biztosításához a korszerű 3D-nyomtatók esetében nemcsak átöblítik védőgázzal a munkaterületet, hanem vákuumozzák is, majd ezt követően töltik fel a megfelelő védőgázzal, és kezdik meg a nyomtatást.
Az alapanyaggyártás újdonságai
Az alapanyaggyártásban jelentős szerepet kapnak a plazma-, a gáz- és a konfigurációs atomizációs technológiák továbbfejlesztett változatai, amelyek kiváló minőségű fémporok előállítására alkalmasak. A gázatomizációs eljárásoknál a rúd alakú alapanyagot indukciósan vagy plazmaívvel olvasztják meg. A folyékony fémáram körül fúvókákon keresztül vezetik a gázt, amely expandálás következtében jelentős nyomásesést szenved, és megváltoztatja az olvadék áramlásának jellegét. Ha az olvadék megfelelőn túlhevített, akkor a hengeres alakból először kúppá, szalaggá, ellipszissé, majd gömbbé alakul. Az atomizálásra használt gáz – nitrogén, argon vagy hélium – az olvadék tulajdonságaitól is függően befolyásolni fogja a keletkezett por tulajdonságait. A gömb alaktól való eltérés a szilárd oxidok létrejötte miatt alakul ki, amelyek a szemcsék felületén jönnek létre. Az oxidképződés drasztikusan megnöveli a viszkozitást, és ez meggátolja a gömb alakú cseppek létrejöttét. Ezért célszerű az oxigénmennyiséget a lehető legalacsonyabb szinten tartani.

A repülőgépiparban tapasztalt rohamos fejlődés visszahat a 3D-nyomtatás technológiai megújulására is. Számos új nyomtatható alapanyagot, például a Scalmalloy (szkadmium, alumínium, magnézium ötvözetét) nevűt köszönhetjük annak, hogy ebben az iparágban felkapott gyártási eljárássá váltak az additív megmunkálások. Az alapanyaggyártók is egyre jobb minőségű és egyre kisebb szemcseátmérőjű (15-50 µm) porokat kínálnak a gyártóknak. Ezeknek köszönhetően a nyomtatott termékek felületi érdessége csökken, vagyis vékonyabb rétegek, finomabb részletek nyomtatását teszik lehetővé.
Eljárásváltozatok
Porágyas technológiák A porágyas lézersugaras olvasztást (Laser Beam Melting) gyakran fémes 3D-nyomtatásnak, Powder Bed Fusionnek vagy Selective Laser Meltingnek is nevezik. A lézer a munkadarabot rétegről rétegre építi fel egy tartályban lévő porágyból. Márkaneves változatok a DMLS (Direct Metal Laser Sintering) vagy a Laser Cusing, illetve az SLM (Selectiv Laser Melting). A porágyas technológiáknál a fémpor oxigénnel vagy nedvességgel történő érintkezése annak progresszív lebomlását eredményezi. Ez a megfelelő tisztaságú gázok alkalmazásával elkerülhető. Az eljárásváltozatok alapanyagtól függően argon, hélium, illetve nitrogén védőgázt használnak a porágy, illetve az olvadék védelmére.
Az EBM- (Electron Beam Melting) technológia szintén fémporral dolgozik, itt viszont egy elektronnyaláb hozza létre az összeolvasztáshoz szükséges hőmennyiséget. Ez az eljárás nem igényel védőgázokat, mivel vákuumban történik a megmunkálás.
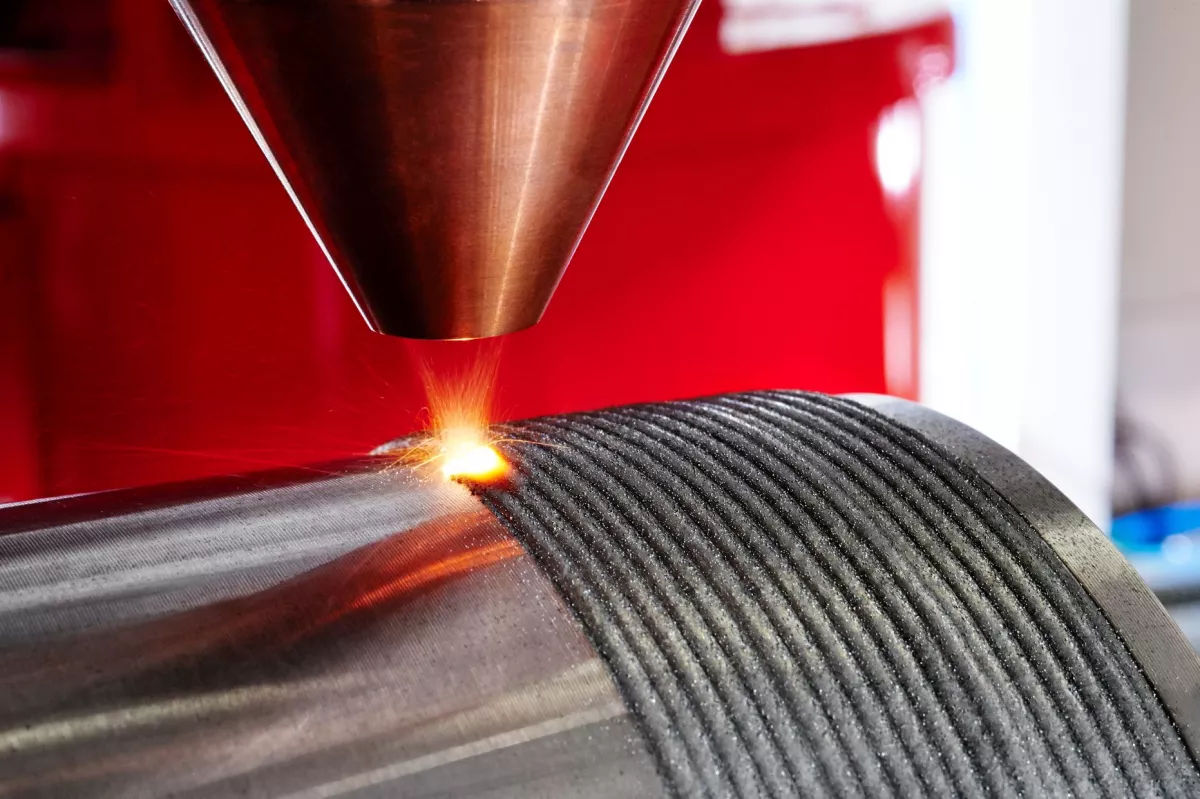
Porterítéses technológiák A lézeres felrakóhegesztés angol megnevezéssel Laser Metal Deposition (LMD), Direct Energy Deposition vagy Laser Claddingként is ismert eljárásokat takar, amelyeknél egy vagy több fúvókán keresztül a fémpor automatizálva kerül bevezetésre, és ezt a lézersugár vékony rétegben megolvasztja. A fókuszfolt nagyságától függően különböző szélességű hernyóvarrat képződik a felületen. Az eljárások egyidejűleg különböző összetételű porokkal is kivitelezhetők. A DMLM (Direct Metal Laser Melting) eljárásváltozattal akár 20 µm vastagságú rétegekkel dolgozhatunk, szintén rétegenként terített fémporban. Ezek az eljárások a por továbbítására, valamint a porvédelemre argont, héliumot, illetve nitrogént használnak. A plazma felrakóhegesztés változatnál a hőforrást a plazmaív szolgáltatja. Ehhez plazmagázokra (Ar, N2, Ar+5% H2 és N2+35% H2) és védőgázra (Ar, He) van szükség.

Huzaladagolású technológiák A huzaladagolású additív eljárásváltozatokhoz gyakorlatilag minden energiaforrás (lézer, plazma, elektromos ív) használható. A hegesztőhuzalos védőgázos additív eljárások is komoly fejlődésen mentek keresztül. Ehhez nagymértékben hozzájárul a hegesztőrobotok nagy pontosságú vezérlései, hajtásai és az adaptív hegesztési eljárásváltozatok fejlesztése, ami a hegesztési paraméterek nagyon szűk tartományon belüli alkalmazásával lehetővé teszi a vékony falú testek hegesztéssel történő létrehozását, illetve a bonyolult struktúrák kialakítását. Ezekhez elsősorban argon védőgázt alkalmaznak.
„Ha az indulatok nagyok, indulnak a nagyok”
2017 a nagy együttműködések és kooperációk bejelentési éve. A világ vezető energetikai szereplői, a vezető járműgyártók erőiket egyesítve az additív berendezések és a robotrendszerek gyártóival, továbbá a szoftverfejlesztőkkel újabb lendületet adnak az additív technológiák fejlesztésének. Általános cél az additív technológiák továbbfejlesztése, validálása és széles körű bevezetése, valamint elterjesztése a sorozatgyártásban. A gázgyártók számára kihívás a különböző összetételű védőgázkeverékek hatásainak vizsgálata.
Számos megoldandó feladat vár még az additív technológiák fejlesztőire, de nem kétséges, hogy az ilyen koncentrált együttműködésnek hamarosan látni fogjuk az eredményeit.
