A nagy pontossággal és szűk tűréssel gyártott munkadarabok mérése egyre nagyobb felbontású szenzorokkal ellátott koordinátamérő gépeket igényel. A felületi érdesség meghatározása különösen nagy felbontást feltételez. E területen hagyományosan a tapintó típusú szenzorok használatosak, ám ezek legfőbb hátránya, hogy puha munkadaraboknál a tapintás mikrosérüléseket okozhat, és meghamisíthatja a mérési eredményt. Az optikai távolságérzékelők viszont érintés nélküli alternatívát kínálnak a klasszikus tapintós megoldás helyett, kiküszöbölve azok előbb említett hátrányát. A kifejezetten a nagy pontosságú mérésekhez fejlesztett Werth Interferometer Probe (WIP) a felületi pont egy, a munkadarab felületére visszaverődött pozíciójának időbeni változását észleli.
A kiértékelés egy referenciasugárral történő szuperpozíciónál jelentkező fáziseltolás meghatározásával történik. Az érdességméréseket többféle etalonnal is lefolytatják. Ezek a mérések a kalibrálási bizonytalanságon belül a tapintós referenciamérés eredményeivel megegyező értékeket szolgáltatnak. A szenzorfej kompakt kivitelének és változó geometriájának köszönhetően még az olyan nehezen hozzáférhető jellemzők mérése sem jelent problémát, mint a kis, akár 100 µm átmérőjű furatok (1. ábra). A jelenleg rendelkezésre álló szenzorok megegyeznek abban, hogy az érdességet mindig csak az egyes kontúroknál mérik. Emiatt a felületi érdesség meghatározására alkalmas újabb koncepciók részesítendők előnyben.
Érdesség a komputertomográfiában
Mióta a komputertomográfia (CT) megközelítőleg tíz éve bevezetésre került a koordinátamérés területén, számos alkalmazásban bizonyította az előnyeit. Segítségével nagy pontosságú mérések végezhetők mérőhelyiségben, gyors első mintavételezések történhetnek, folyamatok validálhatók, illetve munkadarabok hiánytalansága és hibátlansága ellenőrizhető roncsolásmentes vizsgálatokkal. A röntgentomográfiás szenzorokkal ellátott mérőkészülékek specifikációs eljárását a 2617 számú VDI-irányelv 13. lapja írta le, és tette lehetővé a hagyományos koordinátamérő gépekkel való összehasonlíthatóságát.
Kezdetben a röntgentomográfiás koordinátamérő gépek felhasználási lehetőségeit a megfelelő detektorok és röntgencsövek, illetve a kifinomult szoftveres megoldások hiánya korlátozta. Az új, nagy teljesítményű komponensek kifejlesztésével a munkadarabok egyre kisebb jellemzői válnak vizsgálhatóvá. A röntgencsövek néhány mikrométeres vagy annál kisebb átmérőjű fókuszfoltot adnak, míg a detektorok pixelmérete maximum 50 μm. E komponenseket kombinálva a legkisebb részletekről is éles kép alkotható a munkadarab átvilágítási képén, azután pedig az átvilágítási képekből számított voxeltérfogatban.
Az olyan modern eljárások, mint a rasztertomográfia vagy a Region-of-Interest CT (ROI-CT) valódi munkadarabokon is nagy felbontású méréseket tesznek lehetővé. A technika fejlődésével szinte magától értetődő lépés volt annak vizsgálata, mennyire használható a komputertomográfia az érdességmérés területén. Ehhez a Kaiserslauterni Műszaki Egyetem a gießeni székhelyű Werth Messtechnik GmbH vállalattal együttműködve egy erre alkalmas érdességi etalont fejlesztett, amelyet tapintós eljárással és röntgentomográfiával egyaránt vizsgált.
Az érdességi etalon fejlesztése
Próbatestként egy kalibráló etalont fejlesztettek és gyártottak a Kaiserslauterni Műszaki Egyetemen. Ehhez létrehoztak egy olyan modellt, amely figyelembe veszi a gyártásból, mérésből és kiértékelésből álló teljes folyamat fizikai összefüggéseit. A szükséges koncepciót már a tapintós érdességmérési technikában is használták, és ezt ültették át a röntgentomográfiába.

A mérési eljárás szimulációja kiemelt hangsúlyt fektetett a mérőkészülék és a munkadarab között a mérés során fellépő kölcsönhatások figyelembevételére. A kutatók gondoltak arra is, hogyan ültethető át az eljárás a gyártástechnológiába. A kalibráló etalon profilját a szimuláció keretében úgy módosították, hogy a szimulált mérésének eredménye megegyezzen a jellemző érdességi értékekkel. Az etalon egy ultraprecíziós forgácsolási eljárás során, 10 μm vágóélű egykristályos gyémántszerszámmal került létrehozásra. A 4 mm hosszú érdességi profilt duplikálták, és elhelyezték az etalon köpenyén. Az etalon prototípusának átmérője 4 mm, hossza 8 mm volt.
Ezt követően referenciaméréseket végeztek a villingen-schwenningeni székhelyű Jenoptik vállalat Hommel-Etamic T 8000 típusú tapintógépével. Három tapintás történt, és egyenként 13 helyet értékeltek ki. Ezt a 39 kiértékelési helyet vizsgálva kimutatható volt, hogy a profil érdessége kevesebb mint 3 százalékos eltérést mutat az előírt értékhez képest.
Az érdességi etalon tomográfiája
Az érdességi etalon tomográfiai vizsgálatához a Werth Messtechnik TomoScope 200-as multiszenzoros koordinátamérő gépével történt. Ezt a berendezést kifejezetten a nagy felbontású mérésekhez optimalizálták: detektora 4000×3000 pixeles, a pixelek mérete pedig 75 μm. A röntgencső kisebb, mikrométeres nagyságrendű fókuszfoltot adott. A mérési paramétereket úgy állították be, hogy 3,25 μm-es voxelméret (élhosszúság) adódjon. A mért voxeltérfogatból egy háromdimenziós pontfelhő készült, amely leírta a próbatest felületét.

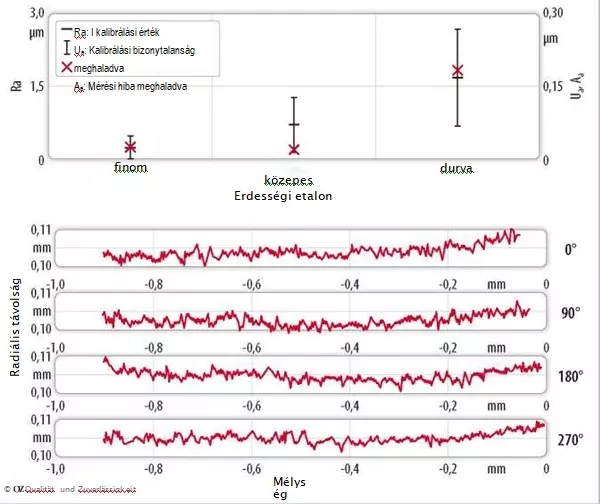
Ezután a pontfelhőből kinyertek 36 kontúrt, egymástól 10°-os távolságra. A röntgentomográfiai szenzorral mért kontúrokat összehasonlították a tapintós mérések eredményeivel (2. ábra). A két különböző szenzorral mért kontúrok frekvenciája és amplitúdói minőségileg megegyeztek egymással. Táblázatunkban az összes kontúrból átlagolt érdességi jellemzők szerepelnek. A CT-mérésből származó értékek maximum 13 százalékkal térnek el a tapintós referenciamérés eredményeitől.

Egy Ra=2,386 μm, Rq=2,895 μm, Rz=12,743 μm értékű érdességi etalon példáján keresztül bebizonyosodott, hogy a röntgentomográfiás szenzorokkal kombinált ipari koordinátamérési technika alapvetően alkalmas érdességi jellemzők meghatározására. A Region-of-Interest tomográfia egy különleges, szabadalmaztatott eljárásával a szerkezeti felbontás a voxelméret csökkentésével jóval a mikrométeres tartomány alá vihető. Ez az eljárás például polírozott felületeken végzett érdességmérésekhez lesz használható a jövőben.
