
A vonatkozó projekteket részletesen megismerhették az érdeklődők a Siemens-BME VIK közös eseményén, ahol közönségdíjat kapott a leginspirálóbb projekt. A sorozatban eddig megjelent cikket itt és itt olvashatja.
A PEZ cukorkaadagoló és összeszerelő gép
Évi ötven millió darab. Ennyi PEZ-cukorka adagolót gyártanak a világon, melyek nagy része Magyarországon készül. Amikor a gyártókapacitás hazai bővítésének igénye felmerült, a megoldást az automatizálásban keresték. A feladattal a Robot-Service Kft.-t bízták meg – az eredmény pedig egy egyedi célgép lett, amelyet a Siemens Zrt. 2025 egyik leginspirálóbb ipari fejlesztéseként emelt ki.
Rugók, műanyag és másodpercek – hogyan született meg a berendezés?
Egy PEZ-adagoló a polcon apró, játékos tárgynak tűnik. Belülről azonban öt különálló komponensből áll: a jellegzetes fejből, a külső és belső tárolóból, valamint a rugóból és annak foglalatából, a rugótányérból. Ezeket meghatározott sorrendben, pontos illesztéssel kell egymásba építeni – és mindezt a lehető leggyorsabban, a lehető legkisebb hibaaránnyal kell elvégezni. A Robot-Service mérnökeinek tehát nem csupán egy gépet kellett tervezniük, hanem egy egész gyártási logikát kellett felépíteniük a nulláról – kezdte előadását Tóth Márton, a cég mérnök-értékesítője.

A tervezés első lépéseként alaposan megismerték magát a terméket és az összeszerelési folyamatot. Meghatározták, milyen sorrendben kell az egyes alkatrészeket egymáshoz illeszteni, hol van szükség előkészítő lépésekre, és hol lehet párhuzamosan dolgozni. A célként kitűzött ciklusidő – az az időtartam, amely alatt a gépnek egy kész terméket elő kell állítania – rendkívül rövid, mindössze két és fél másodperc körüli volt.
A PEZ egy osztrák cukorka és a hozzá tartozó kézi cukorka-adagolók márkaneve. A cukorka egy préselt, száraz, egyenes élű, 15 mm hosszú, 8 mm széles és 5 mm magas íves sarkú blokk, minden PEZ adagolóban 12 cukorka van. A PEZ-t Ausztriában találták fel, majd később világszerte exportálták. (forrás: Wikipedia)
A rugó, amely mindent felülírt
A műanyag alkatrészek adagolása viszonylag bevett megoldásokkal kezelhető. A vibráló tányéros adagolók képesek a darabokat megfelelő irányban és helyzetben kiadagolni, a folyamatot autonóm utántöltő egységekkel pedig ki lehet terjeszteni. Ez az alrendszer tehát megoldható volt.
A rugók azonban egészen más kihívás elé állították a csapatot. Az ömlesztve tárolt, hosszabb tekercsrugók összeakadnak, sérülnek, hagyományos adagolással nem vihetők kontrollált pozícióba. Ez első hallásra zsákutcának tűnhet – a Robot-Service mérnökei azonban másképp közelítettek a problémához: ha a rugókat nem lehet adagolni, akkor a gépen belül kell őket legyártani.
Így született meg a berendezés egyik legeredetibb eleme, egy saját tervezésű rugókészítő egység, amely a nyersanyagból közvetlenül állítja elő az összeszereléshez szükséges rugókat. Az egység előnye, hogy minden rugó egyenként, kontrollált pozícióban készül el, így azonnal megfogható és beépíthető. A hátránya viszont, hogy egyetlen rugó elkészítése körülbelül hat másodpercet vesz igénybe – vagyis a két és fél másodperces ciklusidőhöz háromszoros kapacitás szükséges. A megoldás: három párhuzamos rugókészítő egységet egy különálló körasztalos rendszerbe szerveztek, amelyet aztán a fő összeszerelő egység mellé illesztettek.
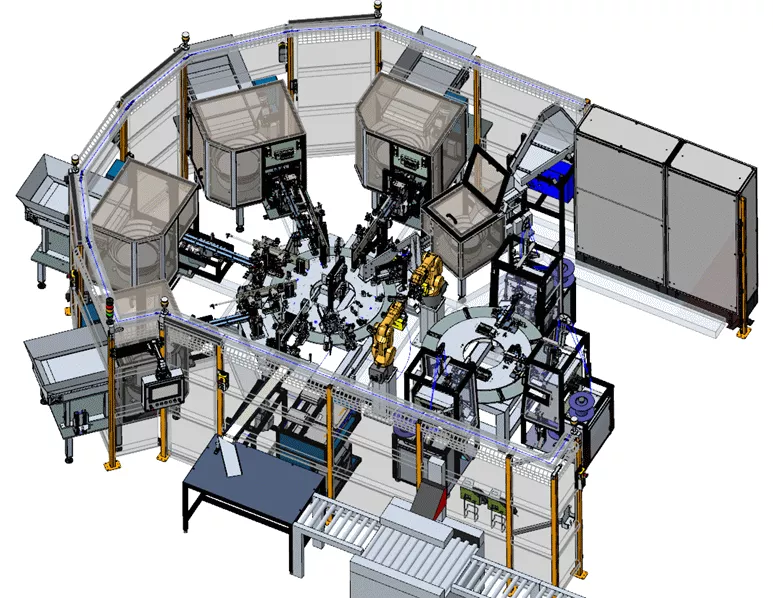
Körben forog, szinkronban dolgozik
A szakember részletezte, hogy a teljes gép egy tizenhat osztásos körasztalra épül, amelynek egyes pozícióiban más-más részfeladat zajlik. Az alkatrészek beadagolása, az előkészítő műveletek, a rugó beültetése, az egységek összetolása, végül a kiadás és a tintasugaras nyomtatás – minden lépés saját állomást kap, és a körasztal forgásával szépen sorban halad végig az összes pozíción.
Ezt a két fő egységet – a rugóelőkészítőt és a körasztalos összeszerelőt – két kisebb robot köti össze, amelyek az átadási feladatokat végzik. A vezérlést Siemens PLC-rendszer biztosítja, amely nemcsak az egyes mozgásokat koordinálja, hanem folyamatosan figyeli a rendszer állapotát, kezeli a hibákat és optimalizálja a működést.
Egy tudatos tervezési döntés a fejek felszerelésének kérdése volt. Mivel a PEZ-adagolók alsó tároló része állandó, de a figurális fejek folyamatosan változnak és bővülnek, ezt a lépést szándékosan kihagyták az automatizált folyamatból. A fejek felhelyezése operátori feladat maradt – ez biztosítja azt a rugalmasságot, amellyel az új fejvariációk gond nélkül bevezethetők anélkül, hogy a gépet át kellene programozni.

Ami a számokban mérhető
A kész berendezés teljesíti a kiinduláskor megfogalmazott három alapkövetelményt: gyors, megbízható és megtérülő. A ciklusidő eléri a kitűzött értéket, a rendszer autonóm működési ideje lehetővé teszi a hatékony termelést, a moduláris felépítés és a beépített állapotmonitorozás pedig a hosszú távú, kiszámítható üzemeltetést alapozza meg.
A projekt tanulsága túlmutat egyetlen gépen- összegezte Tóth Márton a jövő mérnökei számára. Mint elmondta, megmutatja, hogy az ipari automatizálásban a valódi értéket nem a kész sablonok alkalmazása, hanem az egyedi problémákra adott egyedi válaszok teremtik – még akkor is, ha ezek olykor egészen váratlan irányba, például egy helyben gyártott rugó felé mutatnak.
Így zajlott a fejlesztés:
A fejlesztés az elvárások közös feltérképezésével kezdődött, majd a koncepció kidolgozása és a műszaki tervezés következett. A megvalósítás során a beállítás és a próbaüzem bizonyult a legidőigényesebbnek: egy ekkora rendszernél a célparaméterek elérése rendszerint több finomítási körön át történik. A tervezésbe már eleve beépült a jövőbeni bővíthetőség szempontja – igény volt, hogy a berendezés később, kisebb átalakítással más termékekhez is igazítható legyen. A hosszú távú megbízható működést folyamatos állapotkövetés és tudatos karbantartási szemlélet támogatja: a rendszer jelzi, ha beavatkozás szükséges, a megelőző karbantartás pedig érdemben csökkenti a váratlan leállások kockázatát.
A cikk a Siemens Zrt. támogatásával jött létre.
